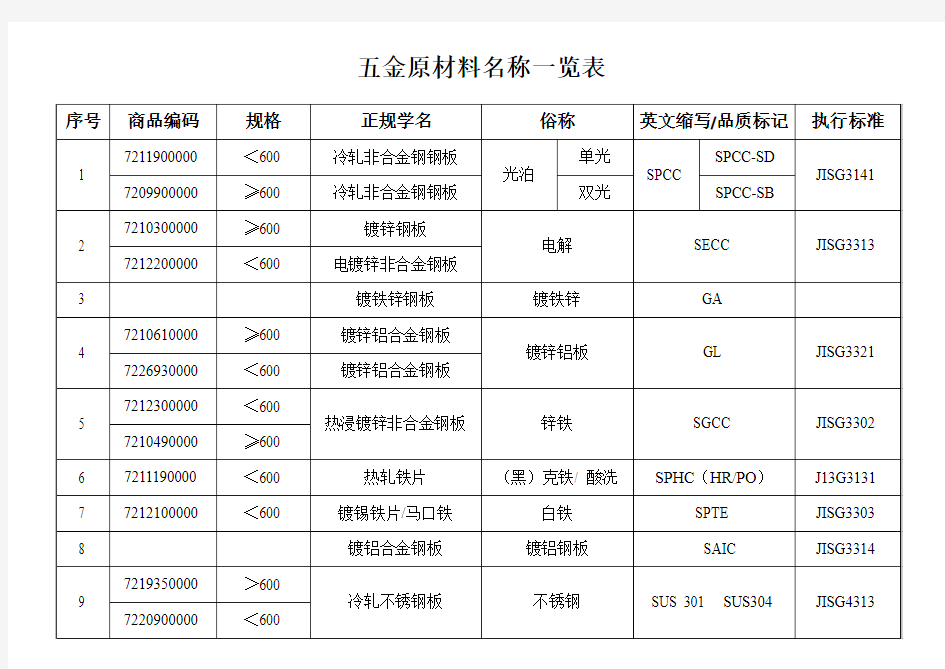
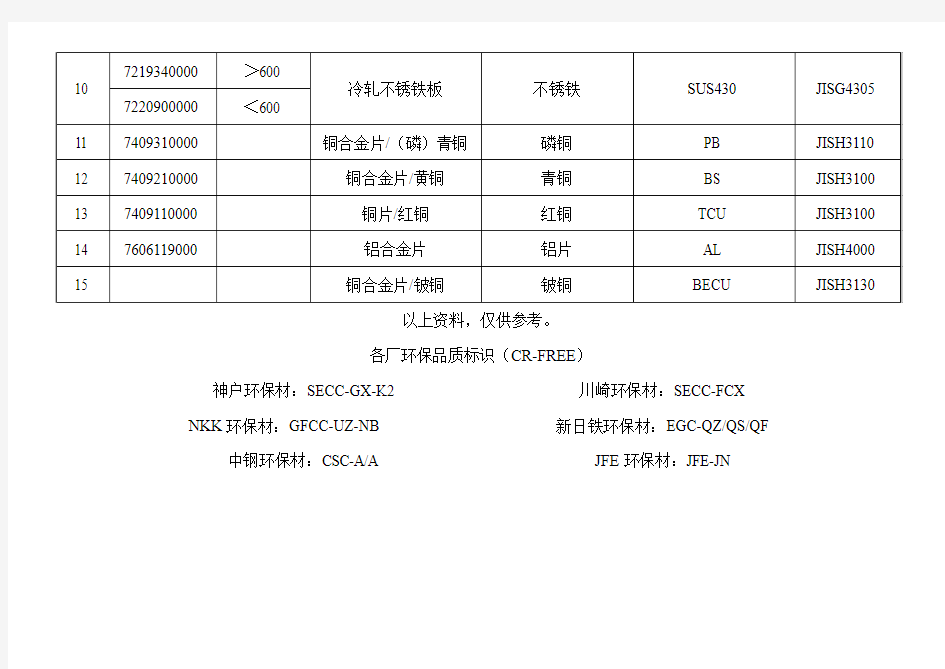
五金原材料名称一览表
以上资料,仅供参考。
各厂环保品质标识(CR-FREE)
神户环保材:SECC-GX-K2 川崎环保材:SECC-FCX NKK环保材:GFCC-UZ-NB 新日铁环保材:EGC-QZ/QS/QF 中钢环保材:CSC-A/A JFE环保材:JFE-JN
五金件来料检验规范范文五金的质量检验标准想一想 IQC来料检验方法检验步骤: 1、准备检查用具; 2、整体检查:外包装是否完好,LABEL是否清楚正确,内包装是否完好,LABEL是否清楚正确,有否多数少数,装箱有否错乱。 3、抽样检查; 4、单品检查:外观、尺寸等检测,功能检测,可靠性检测。判定结果:通过则恢复包装,盖PASS章,贴时效标签;不通过则恢复包装,盖REJECT章。 1、IQC的英文全称为:Ining Quality Control,意思为来料质量控制。目前IQC的侧重点在来料质量检验上,来料质量控制的功能较弱。IQC的工作方向是从被动检验转变到主动控制,将质量控制前移,把质量问题发现在最前端,减少质量成本,达到有效控制,并协助供应商提高内部质量控制水平。
2、IQC来料检验是对供应厂商所送货物,按照验收检验(技术)标准,工作指示用最好的测量系统进行检验;检验员的主要工作是来料检验,而IQC检验可简述为对外协、外购物料的全部或其主要特性参照该物料的相关标准进行确认;或对其是否符合使用要求进行确认的活动。 (:) 五金品检员岗位内容: 1、负责来料质检IQC,成品质检OQC,实时发现问题,反馈问题,落实纠正预防和持续改进措施; 2、负责外协组装厂的品质监督、审核和责任裁定及质量处罚的工作; 3、负责主要供应商的考核和审批;及对原料供应商品质管控,协助采购部门进行异常协调沟通处理。 4、生产原料来料品质检验和管理、制程巡检、出货检验、品质分析、异常处理等。
6、熟练运用品管七大手法,检验设备操作及维护,制定产品经验标准及作业操作说明书。 7、产品质量工作报告,作业员品质管理培训,质量管理考核标准制定实施 岗位要求: 1、熟悉电子元器件、PCBA、塑胶件及五金件; 2、具有独立分析品质问题、解决品质问题、撰写品质报告、不良分析及突发品质异常处理的能力; 3、熟悉 IQC/QC/QA 等品质管理岗位及相应工作流程职责。 4、2年以上钟表或通讯产品质量管理管理经验; 6、熟练掌握OFFICE软件,文笔流畅。 范本如下。 1、目的
五金行业质量标准: 一.目的 为规范五金件的检验作业,明确检验内容和要求,有效管控材料品质,确保满足顾客和生产需要。 二.范围 适用于公司所有五金件的进料检验。 三.抽样方案 采用GB/T2828.1-2003单次抽样,检查水平(IL)和接收质量(AQL)遵循如下规定: 四.定义 4.1 A面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面); 4.2 B面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)。 4.3C面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。 4.4△E(DELTA-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。当△E为1.0时,人眼就可以感觉到色彩的变化了。这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度。 4.5 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。 4.6划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。 4.7裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。 4.8变形:因加工设备调校不当或材料因内应力而造成的产品平面形变。
4.9氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。 4.10尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。 4.11“R角”过大:产品因折弯或冲压设备精度不够,导致折弯处弧度过大。 4.12表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。 4.13倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。 4.14焊接疤痕:产品焊接后未经打磨刨光而残留的凸起疤痕。 4.15色差:产品表面颜色与标准样品颜色有差异。 4.16异色点:在产品表面出现颜色异于周围颜色的点。 4.17破裂:因机加工损伤而造成产品的裂纹或细小开裂。 4.18麻点:喷涂件表面上有附著的细小颗粒。 4.19堆漆:喷涂件表面出现局部的油漆堆积现象。 4.20阴影:喷涂件表面出现的颜色比周围暗的区域。 4.21露底:喷涂件出现局部的油漆过薄而露出底材颜色的现象。 4.22鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑。 4.23飞油:超出了规定的喷涂区域。 4.24剥落:产品表面出现涂层脱落的现象。 4.25色差:产品表面颜色与标准样品颜色有差异。 4.26光泽度:产品表面光泽与标准样品光泽有差异。 4.27手印:产品表面出现的手指印。 4.28硬划痕:由于硬物摩擦而造成产品表面有明显深度的划痕(用指甲刮有明显感觉)。 4.29软划伤:没有明显深度的划痕(无手感,但肉眼能明显看出)。
ICS01.140.10 A14 备案号:26397-2009 DB32 公共场所标志英文译写规范 第1部分:通则 Guidelines for english translations of public signs ——Part 1:General rules 江苏省质量技术监督局 发布
前言 为进一步推进长江三角洲地区公共场所英文使用规范工作,依据《中华人民共和国国家通用语言文字法》以及国家和两省一市相关法律法规和规范标准,制定本标准。 DB32/T 1446《公共场所英文译写规范》分为以下部分: ——第1部分:通则; ——第2部分:交通; ——第3部分:旅游; ——第4部分:文化体育; ——第5部分:医疗卫生; ——第6部分:金融; ——第7部分:邮政通信; ——第8部分:商业服务。 本部分为DB32/T 1446-2009的第1部分。 本部分附录A为资料性附录。 本部分由江苏省语言文字工作委员会提出并归口。 本部分起草单位:江苏省语言文字工作委员会办公室、南京大学外国语学院、南京师范大学外国语学院、南京林业大学语言应用研究中心。 本部分起草人:陈新仁、王守仁、丁言仁、潘文、刘冬冰。 本部分于2009年8月首次发布。
公共场所标志英文译写规范 第1部分:通则 1 范围 本部分规定了公共场所英文译写的术语和定义、译写原则、翻译方法和要求、书写要求。 本部分适用于公共场所各类设施及功能、警示和提示等公示语信息的英文译写。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB/T 10001 标志用公共信息图形符号 GB 17733 地名标志 3 术语和定义 下列术语和定义适用于本部分。 3.1 设施及功能信息 Facilities and Functions 为满足人们在公共场所活动需要所提供的基础设施、保障设施和服务设施的名称标示及功能指示信息。 3.2 警示和提示信息 Warnings and Reminders 为满足人们在公共场所活动需要所提供的含警示、提示、告示等内容的信息。 4 译写原则 4.1合法性原则 4.1.1 公共场所的英文译写应当符合《中华人民共和国国家通用语言文字法》,在首先使用国家通用语言文字的前提下进行译写。 4.1.2 地名标志应符合GB 17733的规定。 4.1.3 设施及功能信息、警示和提示信息属于GB/T 10001所列范围的,应当首先使用公共信息图形标志。 4.2 规范性原则 公共场所的英文译写应当符合英语使用规范,符合英语公示语的特点。 4.3 准确性原则 4.3.1 公共场所的英文译写应当根据使用环境,选用符合中文内涵的英文词语。
软件测试中英文术语对照表. 软件测试中英文术语对照表英文术语中文术语对应的说明 High Level Test Case Abstract Test Case 抽象测试用例
Acceptance Testing Acceptance 验 为了满足组件或系统使用者客户或其他授权Acceptance Criteria 验收准 体的需要,组件或系统必须达到的准则IEEE 610) 一般由用客户进行的确认是否可以接受一Acceptance Testing验收测 业务流系统的验证性测试是根据用户需求以确保系统复合所有验收准进行的正式测试(IEEE 61一致Accessibility Testing可达性测可达性测试就是测试残疾人或不方便的人使即被测试的软件是软件或者组件的容易程度这能够被残疾或者部分有障碍人士正常使用中也包含了正常人在某些时候发生暂时性障的情况下正常使用,如怀抱婴儿Accuracy准确软件产品提供的结果的正确性一致性和精确 Functionality。参序的能力ISO9126Testing Actual OutcomeActual Result 实际结 实际结Actual Result组件或系统测试之后产生或观察到的行 临时评Ad Hoc Review非正式评审(和正式的评审相比随机测非正式的测试执行即没有正式的测试准备Ad Hoc Testing 也没有期望结果和必须遵格设计和技术应用的测试执行指Adaptability适应而适应不同特定软件产品无需进行额外修改Probability境的能。参(ISO9126敏捷测Agile Tesing
如极限编程开发的项目进行对使用敏捷方法 Test强调测试优先行的设计模式软件测试Driven Development Algorithm Test[Tmap]算法测Branch Testing AlphAlpha Testing 测由潜在用户或者独立的测试团队在开发环境 通常在或者模拟实际操作环境下进行的测试发组织之外进行。通常是对现货软件COTS) 行内部验收测试的一种方式Analyzability 可分析性软件产品缺陷或运行失败原因可悲诊断的能力,。参见或对修改部分的可识别能力(ISO9126)Maintainability 分析器Analyzer Static Analyzer Anomaly 异常任何和基于需求文档、设计文档、用户文档、标准或者个人的期望和预期之间偏差的情况都可以称为异常。异常可以在但不限于下面的过程中识别:评审(Review)、测试分析(Test Analysis)、编译(Compilation)、软件产品或应用文档的使用等。参见Defect、Deviation、 ErroFaulFailurIncidenProblem Branch Testing 弧测Arc Testing 软件产品吸引用户的能吸引(ISO 9126。参Attractiveness Usability 对软件产品或过程进行的独立评审审来确认产Audit 是否满足标准指南规格说明书以及基于客准则的步骤等,包括下面的文档:)产品内容与形式;)产品开发应该遵循的流程)度量符合标准或指南的准则IEEE 1028)
(1)识别标志: 箱(包)号:CASS# 重量(毛):WEIGHT(GROSS) 重量(皮):WEIGHT(TEAR) 重量(净):WEIGHT(NET)NET WEIGHT 或NET MASS 或NET或N.W.: 重量(法定):WEIGHT(LEGAL) 体积标志:MEASUREMENT MARK 表示为:LONG×WIDE×HIGH 或L×W×H 批号:LON NO.或BATCH NO. 尺寸cm:DIMENSIONS IN CM. 数量:QUANTITY或Q'TY 颜色:COLOUR 规格:SPECIFICATION或SPEC 原产国标志:COUNTRY OF ORIGIN 收货人:CONSIGNEE 发货人:CONSIGNOR 发运人:SHIPPER 由……到……:FROM……TO…… 经由:VIA 港:PORT 站:STATION 目的地:DESTINATION 空皮退到:WHEN EMPTY,RETURN TO 货号:ARTICLE NO. (2)装箱标志(操作位置) 由此起吊(此处悬索或挂绳位置):SLING HERE;LIFT HERE;HEAVE HERE 由此吊起(起吊点):HAUL 从此提起(起锚位置):HEAVER HERE 挂绳位置:SLING HERE;POINTS OF SLINGING 从此开启(此处打开):OPEN HERE 先开顶部:REMOVE TOP FIRST CUT STRAPS 暗室开启:OPEN IN DARK ROOM 用滚子搬运:USE ROLLERS 不可滚动:USE NO ROLLERS 夹紧位置:CLAMPING POSITION (3)装箱标志(操作动作) 小心轻放:HANDLE WITH CARE 小心搬运;小心装卸:CARE;WITH CARE; CARE HANDLE
东莞市倍优电子有限公司 塑 胶 件 检 验 标 准
1、目的 明确五金件来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性。 2、范围 适用于深圳市创品新媒体科技有限公司五金件检验。 3、定义 3.1 基本定义 3.1.1) A 面:指组装成整机后的正前面、上表面及丝印面(在使用过程能直接看到及吸引视觉的表面)。 3.1.2) B 面:指组装成整机后的背面(需将视线偏转45°~ 90°才能看到的四周边); 3.1.3) C 面:指组装成整机后的底面(正常使用时看不到的背面及底面)。 3.1.4) 限度样板:对于文字难以描述清楚或不易判定合格与不合格之外观缺点,则以提供承认 样品及说明图片,供检验时作依据。 3.2 缺陷定义 3.2.1)毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。 3.2.2) 划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。 3.2.3)切割不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。 3.2.4)变形:因加工设备调校不当或材料因內应力而造成的产品平面形变。 3.2.5)氧化:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。 3.2.6)尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。 3.2.7)“R 角”过大/小:产品因折弯或冲压设备精度不够,导致折弯处弧度过大/小。 3.2.8)表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。 3.2.9)倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。 3.2.10)异色点:在产品表面出現颜色异于周围颜色的点。 3.2.11)破裂:因机加工损伤而造成产品的裂纹或细小开裂。 3.2.12)麻点:喷涂件表面上有附著的细小颗粒。 3.2.13)堆漆:喷涂件表面出现局部的油漆堆积现象。 3.2.14)阴影:喷涂件表面出现的颜色比周围暗的区域。 3.2.15)露底色:喷涂件出现局部的油漆过薄而露出底材颜色的现象。 3.2.16)鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑。 3.2.17)飞油:超出了规定的喷涂区域。
2020公共场所中英文双语标识规范整治方案 交通运输系统各企事业单位,交发公司 为了贯彻落实市委主要领导的批示精神,进一步规范我市公共场所中英文双语标识,完善城市服务功能,提升城市形象,经研究,决定在全市范围内开展公共场所中英文双语标识规范整治工作。具体工作方案如下: 一、工作目标 以《关于开展外语标识纠错工作的通知》为工作内容,坚持“规范城市双语标识,完善城市服务功能”为目标,全面排查我市公共场所的中英文双语标识,重点对中英文双语翻译错误进行规范整治,逐步实现公共场所中英文双语标识的科学性、准确性、统一性和规范性,建立健全中英文双语标识规范化、标准化的长效管理机制,营造良好的国际化语言环境,提升国际化城市形象。 二、整治重点 重点对单位标识、道路标志标线、公交站牌、公交车上提示语、出租车停靠点指示牌、出租车上提示语、客运站等公共场所设置的中英文双语标识规范整治工作。 三、责任分工 市道路运输管理处:负责对出租车等行业涉及的双语标识进行监督、检查和管理。 市公路管理处:负责职责范围内公路标志标线的规范整治工作。 市农村公路管理处:负责职责范围内公路标志标线的规范整治工作。 1 / 3
廿三里交通管理所:负责职责范围内公路标志标线的规范整治工作。 佛堂交通管理所:负责职责范围内公路标志标线的规范整治工作。 交通发展有限公司:负责对所属公交站牌、公交车上提示语、出租车停靠点指示牌、出租车上提示语、客运站等公共场所双语标识进行规范整治。 万方交通:负责对所属范围内所涉及的双语标识进行规范整治。 交通设计公司:负责对涉及交通设计的相关双语标识进行规范整治。 义达监理:负责对涉及交通监理的相关双语标识进行规范整治。 四、工作安排 集中规范整治工作从20xx年5月20日至7月20日,分四个阶段进行。 (一)动员部署(5月20日--6月5日):结合本单位实际研究制定规范整治方案,开展动员部署,安排整治任务,落实整治责任,营造专项整治的良好社会氛围。 (二)全面排查(6月6日--6月15日):各单位按责任分工,对所负责范围的公共场所设置的中英文双语标识进行认真排查和梳理,找出错标、漏标问题,摸清整治问题的基本情况,于6月13日前将市交通系统中英文双语标识排查表(附件一),统计上报至局办公室,并制定切实可行的整治方案。 2 / 3
五金件外观检验标准◆ 1、目的 本标准为IQC对五金来料检验、测试提供作业方法指导。 2、适用范围 本标准适用于所有须经IQC检验、测试五金来料的检验过程。 3、职责 IQC检验员负责按照本标准对相关来料进行检验、测试。 4、工具 卡尺(精度不低于0.2mm)。 5、外观缺陷检查条件 5.1距离:肉眼与被测物距离30CM。 5.2时间:10秒钟内确认缺陷。 5.3角度:15-90度范围旋转。 5.4照明:600-800LUX之间(有客户要求按照客户要求执行)。 5.5视力:1.0以上(含矫正后)。 6、检验项目及要求 6.1外壳 6.1.1外观 a.所有外观面光滑过渡、无冲压不良。 b.外观面无划伤、拖花痕迹。 c.非喷涂面不能有喷涂印。 d.烤灯会面均匀完整、不粗糙、无暗纹,不能有局部堆积、少油、纤维丝。烤 漆是否牢固,硬度是否符合要求。 e.烤漆层色差光泽均匀、光亮。 6.1.2尺寸 测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。 a.外型轮廓。 b.定位孔位置。 c.特殊点位置及规格(如美观线)。 6.1.3材质 a.原材料是符合相关设计要求。 b.供应商应提供材质证明资料。 6.1.4试装配 将零件与相应的组件试装应配合良好。 7、检验方法 7.1外观 使用目测法检查被检品的外观。检测过程中,产品应被倾斜、摇动、移动,以使待测平面能获得不同的光线,而非在灯光下以常规方式检验。当缺陷在某一特定的光线下被观察到时,应翻转产品至少5度,以确保能在此时的下能观察到该缺陷。缺陷至少能在两种光线下能被检查得到。 7.2尺寸 使用卡尺测量被检品的尺寸。 8、塑壳表面分类
常用钢材理论重量表 [2004-12-22 8:51:47] 计算公式: t(重量kg) = A(断面积mm²)×L(长度m) ×p(密度g/cm³) ×1/1000 注:(1) 型材制造中有允许偏差值,故上式只做估算之用。 (2) 关于p值,钢材通常取7.85 . 螺丝产品名称中英文对照(台湾版)螺丝螺 [2004-12-22 8:51:24] 六角螺絲(栓) HEX HEAD CAP SCREWS(HEX BOLTS) 六角機械螺絲HEX HEAD MACHINE BOLTS 六角木牙螺絲HEX LAG BOLTS 四角螺絲SQUARE HEAD BOLTS T頭螺絲T HEAD BOLTS 馬車螺絲CARRIAGE BOLTS 環首螺絲EYE BOLTS 內六角孔螺絲HEX SOCKET CAP SCREWS 固定螺絲SET SCREWS 螺椿栓STUD BOLTS 螺旋椿SCREW STUDS 輪殼螺栓WHEEL BOLTS 翼形螺絲WING SCREWS 自攻螺絲SELF TAPPING SCREWS 自削螺絲THREAD CUTTING SCREWS 鑽尾螺絲SELF DRILLING SCREWS 旋入螺絲DRIVE SCREWS 機械螺絲MACHINE SCREWS 木螺絲WOOD SCREWS 家具螺絲FURNITURE SCREWS 塑板螺絲CHIPBOARD SCREWS 牆用螺絲DRYWALL SCREWS 基礎螺栓FOUNDATION BOLTS U型螺栓U BOLTS 勾頭螺栓HOOK BOLTS 套掛螺絲TOGGLE BOLTS 突緣螺絲FLANGE BOLTS 軌道螺栓(魚尾螺絲) TRACK BOLTS 耐候鋼螺絲CORTEN STEEL HEA VY HEX BOLTS 扭矩控制螺栓T.C.BOLTS
五金件检验标准范本 1.范围: 本协议规定了五金件产品的质量标准和验收规则。 2.质量标准: 2.1包装:包装方式应能有效保护产品不受损、不受潮等,物料有品名、数量、出厂日期、物料编号及检验合格标签等标志。 2.2外观: 2.2.1内结构件外观要求:表面应平整均匀,无氧化锈蚀、水渍污斑、毛刺、凹凸、缺陷、裂痕、 划伤、变形、打弯移位、碰伤等影响使用的缺陷;涂层、镀层表面光洁 发亮,均匀一致,无起泡、掉层、烧焦等影响使用的缺陷。 2.2.2外结构件外观要求: 2.2.2.1机壳类 ①表面平整均匀、光洁发亮,纹理与色泽目视应一致,表面无氧化锈蚀,水渍污斑、毛刺、凹凸、 裂痕划伤碰伤、拉丝不良及残缺少孔等缺陷,无冲坏变形及其它影响使用的械损伤,漆层平整均匀,无积漆、流挂、掉漆、气泡等影响外观及使用的缺陷。 ②保护膜完好无损,无划伤、破损等。 ③丝印文字清晰,无流挂、断线、模糊等,丝印内容及位置应符合设计要求。 ④机壳部件所含的子件与装配方式应符合设计要求;且铆接、粘接等装配件应牢靠到位。 ⑤四周倒角应均匀一致,视窗口交棱处应无毛刺及缺口问题。 ⑥喇叭网孔孔径及孔位均匀正确,喇叭网孔应无冲坏、堵孔、条纹毛刺等缺陷。 ⑦制品边角处不得有刮手感,颜色符合甲方设计要求。 ⑧杂物、杂色点、损伤(杂物高度、损伤深度要求无手感) 项目标准 线状杂物 范围 允许缺陷数 宽度(mm)两端间距离(mm) W<0.2 L≤0.2 A区允许总数≤2处,且折数不超过2折 B区允许总数≤3处,且折数不超过3折 C区允许总数≤4处,且折数不超过4折 损伤W<0.1 L≤5 A区不允许 B区允许总数≤2处C区允许总数≤3处 点状杂质、杂色点直径(mm)允许缺陷数Φ≤0.3 A区允许总数≤2处Φ≤0.4 B区允许总数≤3处Φ≤0.5 C区允许总数≤4处 备注: ㈠.A区指朝向整机正面及顶面的区域; ㈡.B区指朝向整机两侧面及背面的区域; ㈢.C区指朝向整机底面的区域; ㈣.缺陷间的距离≥100mm; ㈤.一件产品上缺陷种类不得超出3种,缺陷总数不得超过5个,缺陷位置不得出现在丝印、铭牌等标志上,缺陷位置也不得出现在丝印、铭牌周围S=10mm×10mm范围内。 2.2.2.2非机壳类
HASCO Z标准件系列 Z00 导柱Guide pillar Z01 导柱Guide pillar Z011 导柱Guide pillar Z012 导柱Guide pillar Z013 导柱Guide pillar Z014 导柱Guide pillar Z0141 导柱连接端End piece Z0142 导柱连接端End piece Z015 导柱Guide pillar Z0151 导柱连接端(Z015/…专用)Pillar adapter Z0152 导柱连接端Pillar adapter Z02 顶杆Ejector rod Z022 导管Guide sleeve Z03 导柱Guide pillar Z05 圆锥形管精定位Locating unit, round Z055 圆形垫片Spacer Z056 圆形垫件Spacer Z06 平锥形导块Locating unit Z07 长方形导块Square guide bar Z08 直身方形管位导块Pre-centering unit Z081 方形垫片Spacer disc Z091 方形定位锁块(公)Square interlock Z092 方形定位锁块(母)Square interlock Z093 方形定位锁块(母)Square interlock Z10 导套Guide bush Z10W 自润滑导套Guide bush Z11 导套Guide bush Z11W 自润滑导套Guide bush Z12 滚珠导套Ball guide bush Z13W 自润滑导套Self lubric.Guide bush Z15W 自润滑垫片Self lubric. Flat stock Z16W 自润滑垫片Self lubric. Guide rail Z17 长方形导块(Z07/...专用)Guide retainer Z20 定板导套Centering sleeve Z25 定位销Dowel pin Z26 定位销Dowel pin Z28 六角螺母Hexagon nut Z281 六角螺母Hexagon nut Z282 六角螺母Hexagon nut Z285 螺母Nut for T-slots Z286 螺母Nut for T-slots Z30 胚头内六角螺丝Socket head cap screw
检验标准文件编号 制定日期2015/05/0 文件版本 6 五金件通用检验标准 00 生效日期2015/05/1 页次 1/2 一、目的: 统一五金产品检验标准,有效地控制五金产品质量,降低生产成本,使产品满足客户要求。 二、范围: 适用于五金产品从来料、生产到出货IQC、 IPQC、 OQC、 QA全过程检验。 三、抽检标准: MIL-STD-105E-II 四、 AQL允收水平: CR= 五、内容: 检查项目1、外观MAJ=MIN= 规格描述CRMAJMIN 所有外观判定都应在20~30cm的距离处进行 外形、颜色、用料与样板不符▲ 披锋、水口高>㎜或宽>㎜且有明显阻碍感▲ 产品 A 级面、 B 级面表面任一杂点:>Φ㎜ . ▲ 产品表面杂点 : ≤ Φ ㎜ 每个正面不允许超过 2 点( 两个点间距≧ 20CM,< 20CM的面允许▲ 1 点) 每个侧面不允许超过 3 点( 每两个点间距≧ 10CM) 整个产品杂点数不允许超过10 点 产品表面披锋、毛刺、崩刃、缺料在30cm距离内明显可见▲ 产品表面处理脱落、花斑大于表面积的5%▲
产品表面氧化、锈斑大于表面积的5% 产品明显变形凸起或凹下 产品标记、字唛漏/ 错 产品标记、字唛不清晰 产品标记、字唛大小与样板不一致 刀片划伤、刮花,长度:A级面> 2㎜、 B级面> 5 ㎜ (外观明显)宽度:>㎜、深度:>㎜ 产品有利边、利角 产品盲孔(漏冲孔) 产品表面有油污或脏污 产品装配后离罅或起级: a.间隙或起级 ( 段差 ) ≦㎜ b.间隙或起级 ( 段差 ) >㎜ 产品漏装配件 检验标准 制定日期2015/05/0 6五金件通用检验标准 生效日期2015/05/1 检查项目规格描述 产品破裂或穿孔 1、外观 参照工程图纸、客户承认书、质量检验标准、样板测量尺寸超 出上下限范围 2、尺寸 参照工程图纸、客户承认书、质量检验标准、样板测量,样板、 ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ 文件编号 文件版本 00 页次 2/2 CR MAJ MIN ▲ ▲ ▲ 产品与资料尺寸规格不相符或各项资料尺寸规格不一致.
供应商选择和管理程序-中英文对照
————————————————————————————————作者:————————————————————————————————日期:
XXX Supplier Selection and Management Procedure 供应商选择和管理程序 Checked by/校准:Approved by/批准:Doc. No./文件编号:Ver. No./版本号:
XXX Checked by/校准: Approved by/批准: Doc. No./文件编号: Ver. No./版本号: Audit and Approval 审核及批准 Audit and Approval 审核及批准 Signature 签 字 Date 日 期 Remark 备 注 General Manager 总经理 √ Production Dept 制造部 √ R&D Dept. 产品开发部 √ Quality Dept. 质量部 √ Purchasing Dept. 采购部 √ Finance Dept. 财务部 √ HR Dept. 人力资源部 Sales Dept. 销售部
XXX 1 Purpose 目的: To define the methodology to select, assess, approve new suppliers and manage supplier to ensure uniformity across the group and that all purchased product conforms to the purchase requirements of NAILI. 定义如何选择、评估、批准和管理供应商。 2 Scope 范围: All parts and services contribute to products that sold to Customers including Raw material, Subcontracting parts, Services and Other Products. 所有作用于销售给客户产品的原材料、零部件和服务,包括外包合同、零件、服 务和其他的产品。 3 Definition定义: None 无 4. Responsibility职责: Purchasing department is responsible for sourcing, preliminarily assessing, recommending, auditing, manage new suppliers and steer price determination. 采购部负责寻找,初评,推荐,审核,管理供应商及跟进价格确认流程。 R&D department is responsible for audit new suppliers to confirm their technical capability. 产品开发部负责审核新供应商以确认其技术能力. Quality department is responsible for preliminarily assessing, audit new suppliers to confirm their quality assurance capability and incoming control。 质量部负责初评,审核新供应商,确认其品质保证能力及来料控制. 5. Procedure内容: 5.1 New supplier development 5.1.1 Sourcing for new supplier寻找新供应商 5.1.1.1Purchasing department gets purchasing request and needs for new supplier. All departments can request a need. 采购部得到采购需求,需要发展新供应商。公司任何部门都可以提出采购需求。Checked by/校准:Approved by/批准:Doc. No./文件编号:Ver. No./版本号:
公共场所双语标志英文译法 第1部分: 道路交通和旅游景点 1范围 本标准规定了成都市道路交通和旅游景点双语标志英文译法的原则。 本标准适用于成都市道路交通和旅游景点中的英文标志。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 16159–1996汉语拼音正词法基本规则 3术语和定义 下列术语和定义适用于本标准: 3.1 地名PLACE NAMES 人们对各个地理实体赋予的专有名称。 3.2 地名专名SPECIAL NAMES 地名中用来区分各个地理实体的词。 3.3 地名通名COMMON NAMES
地名中用来区分地理实体类别的词。 4总则 4.1道路交通和旅游景点双语标志的英文译法基本模式一般为: 地名专名(音译)+地名通名(意译),专名的音译和通名的意译全部字母大写。 4.2道路交通和旅游景点双语标志的英文译法应符合国际通用惯例,遵循英语语言习惯,同时考虑汉语地名命名的特殊性。 4.3本标准汉语拼音用法应符合GB/T 16159的要求。地名的罗马字母拼写为汉语拼音字母(不得使用威妥玛式拼法)。 4.4道路交通和旅游景点标志上地名的英译文中一般不使用冠词,尽量不使用介词。 4.5道路交通和旅游景点标志上地名的英译文中一般不使用标点符号。 4.6标志牌上地名的英文缩写应符合本标准附录A 的规定。 5道路交通译法细则 5.1地名专名 5.1.1一般规定。 地名专名的音译原则上采用汉语拼音字母按普通话语音拼写,汉语拼音连写,空格后接地名通名的意译。 如: xxCHENGDU CITY xxJINNIU DISTRICT 成都高新区CHENGDU HIGH-TECH DEVELOPMENT ZONE
五金产品外加工合同范本 篇一:五金件外协质量保证协议 购买方:(简称甲方) 供货方:(简称乙方) 第一条目的 甲乙双方本着精诚合作、互惠互利的原则,友好建立合作关系,乙方持续为甲方生产加工 易具体料号以定购单为准),为了更好的促进双方和谐发展,通过双方友好协商,就乙方生产加工的产品质量保证、质量验收、质量索赔等事宜,同意建立本质量保证协议,并共同遵守。 第二条质量要求规定 1 乙方产品基本质量要求应满足甲方提供的【工程图纸】和样品的要求,甲方未提供相关技术标准时, 乙方可按相关国家或行业标准执行. 2 双方在乙方制造加工前或交货前,须对以下工程图纸、规格书、样品等进行确认,符合要求后做成【承认书】,当质量要求等发生变更时也必须确认: 由甲方做成,正式交给乙方并经乙方确认的图纸、规格书、样品等。 由乙方做成,甲方书面确认的图纸、规格书、样品等。 3. 产品原材料成份管控:
乙方为甲方生产加工的产品使用的原材料必须符合甲方提供的【工程图纸】或【定购单】规定的材料成份要求,包括原料厂家牌号、规格型号等.如甲方未提供相关要求时,乙方使用的原材料必须符合相关行业或国家标准要求. 4 甲方在乙方送货时进行来料检验,质量允收水准依中国国家标准GB2828-XX 一般检验Ⅱ级水平,一次抽样检验标准:CR:0,MA:,MI:。检验准则依甲方【进料检验规范】、【成品技术规格书】、【工程图纸】、样品、【承认书】为准,甲方在来料检验时如不良超出以上标准,甲方做拒收处理,并以品质异常单形式通知乙方。如因甲方急于生产使用,甲方有权要求乙方派人到甲方现场挑选不良品,在收到品质异常通知单后,如乙方未能按时派人前来挑选项,甲方可自行挑选,以10元/H的费用由乙方承担。 5 乙方应按甲方【成品包装规范】要求进行包装产品,有效防止产品在运输、搬运、仓储过程中出现不良。 第三条环境有害物质管理承诺诺 1 乙方为甲方生产加工的产品,成份中所含有的环境有害物质,必须符合甲方【环境有害物质管理标准】, 甲方【环境有害物质管理标准】与ROHS指令、REACH 法规和其它国家(国际)环保法规相抵触时,以ROHS指令、REACH法规和其它国家(国际)环保法规为标准。甲方每年依国际(国家)环保法规指令的更新对甲方【环境有害物质
HASCO Z标准件系列 Z00 导柱Guide pillar Z01 导柱Guide pillar Z011 导柱Guide pillar Z012 导柱Guide pillar Z013 导柱Guide pillar Z014 导柱Guide pillar Z0141 导柱连接端End p iece Z0142 导柱连接端End p iece Z015 导柱Guide pillar Z0151 导柱连接端(Z015/…专用)Pillar ada pter Z0152 导柱连接端Pillar ada pter Z02 顶杆Ejector rod Z022 导管Guide sleeve Z03 导柱Guide pillar Z05 圆锥形管精定位Locating unit, round Z055 圆形垫片Spacer Z056 圆形垫件Spacer Z06 平锥形导块Locating unit Z07 长方形导块Square guide bar Z08 直身方形管位导块Pre-centering unit Z081 方形垫片Sp acer disc Z091 方形定位锁块(公)Square interlock Z092 方形定位锁块(母)Square interlock Z093 方形定位锁块(母)Square interlock Z10 导套Guide bush Z10W 自润滑导套Guide bush Z11 导套Guide bush Z11W 自润滑导套Guide bush Z12 滚珠导套Ball guide bush Z13W 自润滑导套Self lubric.Guide bush Z15W 自润滑垫片Self lubric. Flat stock Z16W 自润滑垫片Self lubric. Guide rail Z17 长方形导块(Z07/...专用)Guide retainer Z20 定板导套Centering sleeve Z25 定位销Dowel pin Z26 定位销Dowel pin Z28 六角螺母Hexagon nut Z281 六角螺母Hexagon nut Z282 六角螺母Hexagon nut Z285 螺母Nut for T-slots Z286 螺母Nut for T-slots Z30 胚头内六角螺丝Socket head cap screw
各种交通标志及中英文名称 1 爬坡车道Steep Grade 2 长下坡慢行Steep Slope-Slow Down 3 陡坡减速Steep Incline-Slow Down 4 追尾危险Don't Follow Too Closely 5 小心路滑Slippery When Wet 6 保持车距Maintain Safe Distance 7 事故多发点Accident Area 8 保护动物Watch for Animals 9 道路交通信息Traffic Information 10 多雾路段Foggy Area 11 软基路段Soft Roadbed 12 堤坝路Embankment Road 13 明槽路段Underpass 14 深槽路段Underpass 15 道路封闭Road Closed 16 车辆慢行Slow Down 17 道路施工Road Work Ahead 18 车辆绕行Detour 19 前方弯道Bend Ahead 20 方向引导Direction Sign 21 落石Falling Rocks 22 双向交通Two-Way Traffic 23 单行交通One-Way Traffic 24 禁止驶入/严禁通行/禁止入洞No Entry 25 禁止超越线No Passing 26 此路不通Dead End 27 道路或车道变窄Road / Lane Narrows 28 道路两侧变窄Road Narrows on Both Sides 29 道路左侧变窄Road Narrows on Left 30 道路右侧变窄Road Narrows on Right 31 限制宽度Max. Clearance___M.32 限制高度Max. Clearance M. 33 禁鸣喇叭No Horn 34 停车领卡Stop for Ticket 35 大型车靠右Large Vehicles Keep Right 36 公共汽车优先Bus Priority 37 请系好安全带Buckle Up 38 严禁酒后开车Don't Drink and Drive 39 请勿疲劳驾驶Don't Drive When Tired 40 禁扔废弃物No Littering 41 禁用手机Don't Use Cellphones When Driving 42 禁止超载Don't Exceed Weight Limit 43 禁止超高Don't Exceed Height Limit
No.xx简写中文 1 screw scr螺丝 2 nut nut螺母 3 washer wash垫圈 4 head hd头 5 thread thre螺纹 6 coating coat镀层 7 rivet riv铆钉 8 standoff stdoff内外六角钉 9 driver driv穴 10 hexagon hexa六角 11 tooth tooth齿 12 lock lck锁 13 spring spr弹簧 14 wave wave波浪型 15 pitch pitch牙距 16 partial thread PT半螺纹 17 PT PT一种螺纹形式 18 Full Thread FT全螺纹 19 silver silv银 20 cone cone锥形
21 Eco-syn Eco 30度牙的一种螺纹 22 ThreadForming TF自攻螺纹 23 Self Tapping self tapp自切屑螺纹 24 pin pin销 25 shaft Shaf轴 26 steel St铁 27 stainless steel SS不锈钢 28 Brass(Cu) Bras(Cu)铜 29 Aluminum AL铝 30 Rubber Rub橡胶 31 machine screw mech scr机制螺丝 32 SEM screw SEM Scr组合螺丝 33 Material material材料 34 Grade GD等级 35 Finish Finish表面处理 36 Point Point点 37 Clamp Clam夹子 38 internal Int内 39 external ext外 40 thickness /厚度 41 length /xx
聚圣源南阳市委书记赌神1电影民国奇探电视剧寄生虫百度云宝宝起名与五行男孩起名字大全2020杨氏婴儿起名大全免费网上起名打分清风起名网起网名字大师起名测名周易起名哪家好免费宝宝起名测名打分生辰八字穿成年代文里的傻白甜名酒楼起名楚辞起名大全姓王的公司起名网2pm成员魔具少女漫画佣兵的战争成瀬心美文件夹加密超级大师破解版我长大了作文400字刚出生的小女孩起名子起睿姓名姓段的起名男孩八字命理 起名五九起名缺火和木火锅鱼加盟淀粉肠小王子日销售额涨超10倍罗斯否认插足凯特王妃婚姻让美丽中国“从细节出发”清明节放假3天调休1天男孩疑遭霸凌 家长讨说法被踢出群国产伟哥去年销售近13亿网友建议重庆地铁不准乘客携带菜筐雅江山火三名扑火人员牺牲系谣言代拍被何赛飞拿着魔杖追着打月嫂回应掌掴婴儿是在赶虫子山西高速一大巴发生事故 已致13死高中生被打伤下体休学 邯郸通报李梦为奥运任务婉拒WNBA邀请19岁小伙救下5人后溺亡 多方发声王树国3次鞠躬告别西交大师生单亲妈妈陷入热恋 14岁儿子报警315晚会后胖东来又人满为患了倪萍分享减重40斤方法王楚钦登顶三项第一今日春分两大学生合买彩票中奖一人不认账张家界的山上“长”满了韩国人?周杰伦一审败诉网易房客欠租失踪 房东直发愁男子持台球杆殴打2名女店员被抓男子被猫抓伤后确诊“猫抓病”“重生之我在北大当嫡校长”槽头肉企业被曝光前生意红火男孩8年未见母亲被告知被遗忘恒大被罚41.75亿到底怎么缴网友洛杉矶偶遇贾玲杨倩无缘巴黎奥运张立群任西安交通大学校长黑马情侣提车了西双版纳热带植物园回应蜉蝣大爆发妈妈回应孩子在校撞护栏坠楼考生莫言也上北大硕士复试名单了韩国首次吊销离岗医生执照奥巴马现身唐宁街 黑色着装引猜测沈阳一轿车冲入人行道致3死2伤阿根廷将发行1万与2万面值的纸币外国人感慨凌晨的中国很安全男子被流浪猫绊倒 投喂者赔24万手机成瘾是影响睡眠质量重要因素春分“立蛋”成功率更高?胖东来员工每周单休无小长假“开封王婆”爆火:促成四五十对专家建议不必谈骨泥色变浙江一高校内汽车冲撞行人 多人受伤许家印被限制高消费