数控加工仿真系统 - FANUC OI 铣床编程笔记(上)
FANUC OI 程序编写
1.程序编写的模板
主程序模板:
O0001; (主程序都需要一个程序名)
G90G17G54;(G90:绝对坐标系;G17:X-Y平面;G54:机床坐标系采用G54)
M03S800;(主轴正转,转速800转/分)
...
M98P0002;(调用子程序)
...
G01Z3;(收刀)
G00X100Y100Z100;(快速挪走)
M05;(主轴停转)
M30;(程序结束)
子程序模板:
O0002;(子程序也需要程序名)
...
...
...
M99;(子程序结束)
2.完整程序(展示)
主程序:
O11;(主程序)
G54;(坐标系的选定)
M03S800;(主轴正转)
G00X0Y0Z20.;(快速移动到X0,Y0,Z20的位置)
Z2.;
(上面是程序的准备工作)M98P1000;(调用子程序之后,会跳到子程序中,运行完之后,就跳回来)
G68X0Y0R-180.;(开启旋转指令,绕(0,0)旋转180度)
M98P1000;(需要再次调用原程序,在此基础上进行旋转)
G69;(旋转指令结束)
(以上是,子程序1的调用,和旋转)M98 P2000;
G68X0Y0R-66.;
M98 P2000;
G68X0Y0R-180.;
M98 P2000;
G68X0Y0R-246.;
M98 P2000;
G69;
(以上是,子程序2的调用,和旋转,步骤基本和上面一致)G00Z50.;(快速提刀)
X-100.Y100.;(省略了G00,连续出现可以省略,但是指令上下不一致,不能省略并挪到X-100,Y100的位置)
M05;(主轴停转)
(以上程序为了下面得到打孔准备)M00;(程序暂停)
G55; (打孔程序)
M03S600;(主轴正转)
G00X0Y0Z20.;
X0Y40.;
G99G81Z-10.R2.F30;(打孔指令,在X0,Y40位置,向下打10mm孔,退刀距离为2mm,速度30)
X0Y0;(省略,在(0,0)位置打孔)
X0Y-40.;(同理,(0,-40)打孔)
G80;(打孔指令取消)
G00Z50.;(快速提刀)
X-100.Y100.;
M05;(主轴停转)
M30;(主程序结束)
子程序1:
O1000;(子程序1)
G00X70.Y-60.;
G01Z-4.9625F30;(直线切削,位置向下-4.9625mm)
Y60.F100;(省略G01)
X59.;(...)
Y-60.;(...)
X48.;(...)
Y60.;(...)
X37.;(...)
Y-60.;(...)
X26.;(...)
Y60.;(省略G01)
G01X22.Y67.;
G41D01X15.Y60.;(刀具半径补偿指令,左补偿,并移动到X15,Y16的位置)
G03Y-60.R350.;(逆时针圆弧,X相同省略,Y为-60,半径350)
G01G40X22.Y-67.;(直线切削)
G01Z2.;
G01X71.Y67.;
G01Z-9.F30;
G41D02X63.939Y60.F100;(D01换为D02,补偿值更换)
G02Y-60.R300.;(顺时针圆弧,半径为300)
G01G40X71.Y-67.;(取消补偿,并挪到X71,Y-67)
G01Z2.;(抬刀)
M99;(子程序结束)
子程序2
O2000;(子程序2)
G00X40.Y33.;(快速移动)
G01Z-9.F30;(直线切削)
G41D03X40.148Y44.589F100;(左补偿,挪到X40.148Y44.589,速度为100)
G03X30.111Y33.442R7.5;(逆时针圆弧)
G02X42.798Y13.906R45.;(顺时针圆弧)
G03X57.063Y18.541R7.5;(逆时针圆弧)
G03X40.148Y44.589R60.;(逆时针圆弧)
X30.111Y33.442R7.5;(省略了G03,当然可以不省略)
G01G40X40.Y33.;(取消补偿)
G01Z2.;(抬刀)
M99;(子程序结束)
3.操作流程(正式)
程序启动和准备工作
程序编写
程序启动和准备工作 ↶
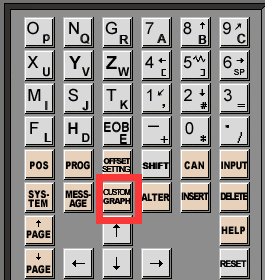
第一步:打开程序,点击图标,进入下面的系统

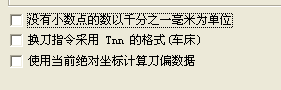
第二步:系统管理 - 系统设置 - FANUC属性 - 所示区域√去选(不取消的话,整数都要加小数点,还有内存不足问题,所以去选)

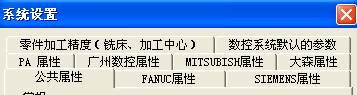

改为,点击应用:
第三步:点击紧急停止按钮(大大的红色那个),点击启动
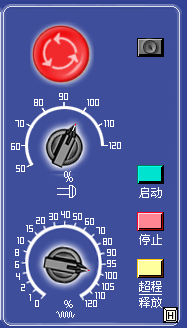
机床点击和伺服控制器灯亮起即可

第四步:回原点,点击回原点按钮,第一行那个,然后点击Z轴(要先回Z轴,防止机床撞坏),再回X,Y轴,必要的话点击<快速>按钮(+,-之间那个)加快速度回原点,点击﹢,回机床原点。【注意!可以通过点击试运行(机床警报左边那个),或者选项-设置显示参数,调倍率,来达到更快地速度】

移动直至,显示下方结果:坐标原点灯亮起即可

准备工作完,接下来可以先选择机床、刀具等或者编程,我这里先进行编程测试。
程序编写 ↶
点击编程模式(下边),再点击编程界面(右边)

显示如下,成功进入,

尝试在里面编写,右边是键盘不推荐使用,麻烦,键盘输入即可,输入一段程序,注意输入程序名要先打程序名,insert后,再插入<;>,其它指令直接输入:

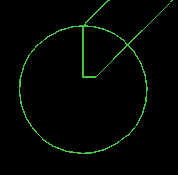
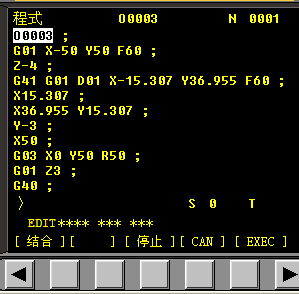
编写如下,以(0,0)为原点15为半径的圆,圆弧指令只能劣弧,所以分段进行:

现在问题来了,我们如何查看我们画的东西呢?
先点击自动运行模式(从编程模式切换回来)
再点击 CUSTOMGRAPH
变成下边这样,左边展示窗口变成黑色:
点击循环启动:
左边窗口出现绿色的轨迹图,准备放大

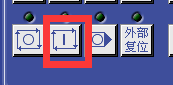
点击上视图

点击局部放大 拖动使用

放大结果:
我们可以直接在系统窗口中编写,但是缺点很大,改程序非常不方便,如果改某数值或某指令还可以接受,大面积修改程序不可取(电脑给它锤烂掉),还有一个方法通过txt文件读取和保存的操作:
我们再回到编程模式,将之前的程序(delete键)删除完:
(1)读取模式
先点击操作,对应的是下面的白板

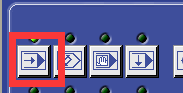
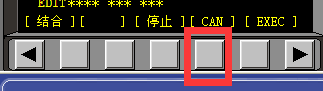
点击右箭头
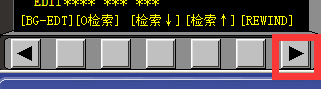
点击第一块白板,可以看到那是检索的功能(假设我们有段程序要加载):
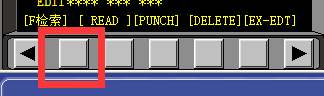
找到你的程序,并打开,这个时候不要做其它的事情,因为只是读取了txt文件内容,并没有搞到编程界面中去

重要!输入O1程序名,不要打分号,点击read
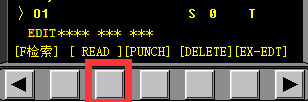
再点击EX-EDT,如果程序已存在就覆盖


(2)保存模式
之前部分操作一致,省略,点击PUNCH
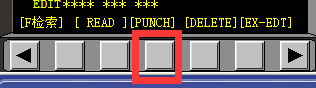

保存出来(能够直接读取的文件,我们习惯用txt):

注意:可以让不同程序,暂时放在系统中,方法就是读取文件时,命名为不同名字,通过它的名字可以跳回这段程序,非常方便修改程序
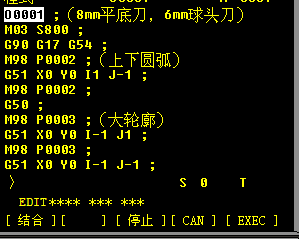
比如我们连续读取并命名了O0001,O0002,O0003,编程界面变成下方这样,而这只是子程序,我们如何再一次回到主程序呢(再读取一遍主程序,太麻烦了)
通过输入,主程序名字(O0001=O1),并且insert,即可跳回

上篇完
总结一下:
上篇主要介绍了,程序的模板样式,整体样式;系统的准备工作以及txt文件读取和保存等相关操作,下篇将完成整体的操作流程。
点我回顶部 ☚
Fin.
相关文章

记录自己 Ubuntu 20.04 安装 CUDA 及 Pytorch

【北亚数据恢复】HP P2000服务器 RAID5硬盘故障掉线的数据恢复

Lenovo SureSAS112/HP P2000 G3/Seagate AssuredSAN 3000存储固件下载

HP P2000 G3阵列故障经历
CSGO开箱C++小程序。(229行)
P1200
HP p2000存储重新获取控制器IP地址

win10下配置tensorflow-gpu(NVIDIA Quadro P2000)
1.4 Android下使能eBPF
中首清算:价格对标苹果也被疯抢?华为5G手机P40 Pro+开卖
鸿蒙系统价目表,鸿蒙系统手机华为P50将明年3月发售,华为P40价格骤降至冰点...

华为Mate40国内版价格揭晓 售价4999元起

华为Mate40系列国行参数价格曝光

华为5G手机回归,再次打破国外技术垄断,将价格推至新高度
Executor框架的成员
「HTML和CSS入门指南」语义化标签让页面更好地表达结构和内容

踩坑|以为是Redis缓存没想到却是Spring事务!

【Java多线程进阶】死锁
(Python入门篇——6)格式化输出

Java8中stream流的collectingAndThen方法应用实例
- “大V看玄武”:产业求变升级迈向主城“新”未来
- 动手学深度学习(Pytorch版)代码实践 -深度学习基础-02线性回归基础版
- LazyVim笔记
- python -【五】数据容器
- Nginx配置若依前后端分离项目验证码不显示,403,405,404错误解决方式
- AWS安全性身份和合规性之Amazon Detective
- C语言学习:数据类型
- 超强算力 Orange Pi Kunpeng Pro 开发板基础测评与体验
- 大模型这么火了,程序员要被淘汰了吗
- 【JS实战案例汇总——不定时更新版】
- TypeScript 中的命名空间和模块化
- vue组合式和选项式
- Unreal Engine游戏引擎小白入门指南
- 20 VUE学习:插件
- elementui el-tooltip文字提示组件弹出层内容格式换行处理
- 多模态融合目标检测新SOTA!推理速度提升2.7倍,实现最先进性能
- vue2 后端传年月日 时分秒 前端拿到当日时间 做对比 如果是当日的时间 筛选出来
- docker安装Mysql5.7版本