浮法玻璃制造方法和浮法玻璃与流程
浮法玻璃制造方法和浮法玻璃
1.本技术是申请日2018年11月16日、申请号为201811365412.x的中国专利申请的分案申请。
技术领域
2.本发明涉及浮法玻璃制造方法和浮法玻璃。
背景技术:
3.平板显示器(fpd)用玻璃基板的整个面内的板厚偏差对光刻工序中的曝光机的散焦产生影响。fpd用玻璃基板、特别是液晶显示器(lcd)用玻璃基板对板厚偏差的要求严苛,例如要求在1500mm的范围内板厚偏差为20μm以下。板厚偏差是指板厚的最大值与板厚的最小值之差。
4.作为减少板厚偏差的方法,专利文献1中提出了如下技术:沿着玻璃带的流动方向和宽度方向对浮抛窑的加热器区域进行划分,并在各区段设置多个加热器,在每个区段中控制多个加热器。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2012-1398号公报
技术实现要素:
8.发明所要解决的问题
9.近年来,对fpd的大型化的需求提高,期望fpd用玻璃基板的大型化。然而,难以兼顾玻璃基板的大型化与板厚偏差的降低。
10.本发明是鉴于上述问题而作出的,其主要目的在于,提供能够得到大型且板厚偏差小的浮法玻璃的浮法玻璃制造方法。
11.用于解决问题的手段
12.根据本发明的一个方式,
13.提供一种浮法玻璃制造方法,在所述浮法玻璃制造方法中,将熔融玻璃连续地供给到浴槽内的熔融金属上,在使所述熔融玻璃在所述熔融金属上流动的同时将所述熔融玻璃成形为玻璃带,并且一边在缓冷炉中输送所述玻璃带一边将所述玻璃带缓慢冷却,其特征在于,
14.在将所述熔融金属上的所述玻璃带的宽度方向中心的粘度为10
4.5
dpa
·
s以上且10
7.5
dpa
·
s以下的区域称为成形区域时,
15.在将所述成形区域中的所述熔融金属的深度设为d0(单位:mm)、并将所述缓冷炉中的所述玻璃带的输送速度设定为v(单位:m/分钟)时,满足下述式(1):
16.d0≥1.0
×
v+30
…
(1)。
17.发明效果
18.根据本发明的一个方式,提供能够得到大型且板厚偏差小的浮法玻璃的浮法玻璃制造方法。
附图说明
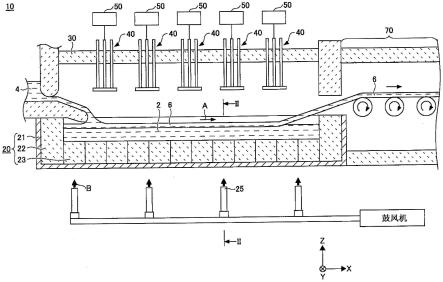
19.图1是根据一个实施方式的浮法玻璃制造装置的剖视图。
20.图2是沿着图1的ii-ii线的浮法玻璃制造装置的剖视图。
21.图3是表示根据一个实施方式的浴槽、玻璃带以及上辊的俯视图。
22.图4是表示根据实施例1的熔融金属的深度的剖视图。
23.图5是表示根据变形例的浴槽、玻璃带、上辊和障壁的俯视图。
24.图6是图5中所示的障壁的剖视图。
25.图7是表示根据一个实施方式的加热器控制区段的配置的俯视图。
26.图8是表示实施例1~5和比较例1~3中的输送速度v与深度d的关系的图。
27.附图标记
28.10 浮法玻璃制造装置
29.20 浴槽
30.21 金属壳体
31.22 侧砖
32.23 底砖
33.25 冷却喷嘴
34.30 顶板
35.40 加热器
36.41 加热器控制列
37.42 加热器控制区段
38.45 分割线
39.46 划分线
40.50 控制器
41.60 上辊
42.70 缓冷炉
具体实施方式
43.以下,参考附图对本发明的具体实施方式进行说明。在各附图中,对相同或相对应的构成赋予相同或相对应的标记而省略说明。
44.(浮法玻璃制造装置的概况)
45.图1是根据一个实施方式的浮法玻璃制造装置的剖视图。图2是沿着图1的ii-ii线的浮法玻璃制造装置的剖视图。在图1和图2中省略了图3中所示的上辊60的图示。图3是表示根据一个实施方式的浴槽、玻璃带以及上辊的俯视图。在各附图中,x方向为玻璃带6的流动方向,y方向为玻璃带6的宽度方向,z方向为铅直方向。x方向、y方向以及z方向为彼此垂直的方向。
46.浮法玻璃制造装置10具有浴槽20,所述浴槽20容纳使熔融玻璃4漂浮的熔融金属
2。作为熔融金属2而言,代表性地使用熔融锡或熔融锡合金。将熔融玻璃4连续地供给到容纳在浴槽20中的熔融金属2上,并且在熔融金属2上从上游侧向下游侧流动的同时被成形为板状的玻璃带6。玻璃带6在熔融金属2的液面上沿着箭头a方向流动的同时逐渐被冷却而变硬。将玻璃带6在浴槽20的下游区域中从熔融金属2上提起,接着一边从缓冷炉70的入口向出口在缓冷炉70内输送一边进行缓慢冷却。通过将在缓冷炉70中缓慢冷却后的玻璃带6切割为规定尺寸,制造出玻璃板(浮法玻璃)。
47.浮法玻璃制造装置10具有:设置在浴槽20的上方的顶板30、悬挂在顶板30上的多个加热器40、以及控制多个加热器40的多个控制器50。多个加热器40在多个控制器50的控制下,对从下方通过的玻璃带6进行加热。作为各加热器40而言,例如使用进行通电加热的电加热器。对各加热器40的形状没有特别限制,例如可以为棒状。通过控制各加热器40的发热量来控制玻璃带6的温度分布。多个控制器50是控制多个加热器40的发热量的设备。各控制器50由微型计算机等构成。
48.浮法玻璃制造装置10具有多对上辊60,所述多对上辊60沿着玻璃带6的流动方向彼此隔开而设置,并且支撑玻璃带6的宽度方向两端部(参考图3)。多对上辊60通过支撑玻璃带6的宽度方向两端部而抑制玻璃带6的宽度因表面张力而变窄。各上辊60由支撑玻璃带6的宽度方向端部的圆盘状的上辊主体61和与上辊主体61连接的旋转轴62构成。圆盘状的上辊主体61与旋转轴62同轴地设置。在用电动机等驱动装置旋转驱动旋转轴62时,上辊主体61旋转而将玻璃带6向下游侧送出。
49.(浴槽)
50.如图3所示,浴槽20从下游端向上游侧依次具有:浴槽20的宽度方向尺寸为恒定的窄区域a1、浴槽20的宽度方向尺寸逐渐增大的中间区域a2、以及浴槽20的宽度方向尺寸大于窄区域a1且为恒定的宽区域a3。宽区域a3的x方向尺寸x1例如为容纳在浴槽20中的熔融金属2的x方向尺寸x0的30%以上且80%以下。
51.多对上辊60在宽区域a3中支撑玻璃带6的宽度方向两端部。各上辊主体61与玻璃带6的接触点在成形区域a4的上游端与成形区域a4的下游端之间彼此隔开而设置。成形区域a4是玻璃带6的宽度方向中心(y方向中心)的粘度为10
4.5
dpa
·
s以上且10
7.5
dpa
·
s以下的区域。
52.如图2所示,浴槽20具有:箱形的金属壳体21、载置在金属壳体21的底面且与熔融金属2的侧面接触的多个侧砖22、和载置在金属壳体21的底面且与熔融金属2的下表面接触的多个底砖23。多个侧砖22与金属壳体21的侧面相邻而排列,多个底砖23在多个侧砖22的内侧沿着x方向和y方向排列。
53.在y方向上相邻的底砖23之间形成接缝24。接缝24为间隙。难以防止熔融金属2流入接缝24。流入接缝24中的熔融金属2一直到达金属壳体21的底面。
54.为了抑制金属壳体21与熔融金属2的反应,在金属壳体21的下方设置对金属壳体21的下表面喷吹空气等冷却气体的冷却喷嘴25。冷却喷嘴25沿箭头b方向(向上)喷吹冷却气体。由此,能够将金属壳体21的温度降低至熔融金属2的熔点以下,并且能够抑制熔融金属2与金属壳体21的反应。
55.图4是表示根据实施例1的熔融金属的深度的剖视图。需要说明的是,图4省略了金属壳体21和底砖23的下部。在本说明书中,熔融金属2的深度d如图2所示是从熔融金属2的
液面(上表面)起到底砖23的上表面为止的距离,在玻璃带6与侧砖22之间(更详细而言为玻璃带6的宽度方向外侧且侧砖22的宽度方向内侧)进行测定。
56.如图4所示,熔融金属2的深度d可以在从熔融金属2的上游端到熔融金属2的下游端的范围内发生变化。尽可能浅地设定熔融金属2的深度d。这是为了将熔融金属2的使用量抑制为必要最低量,从而降低浮法玻璃的制造成本。
57.在本实施方式中,基于缓冷炉70中的玻璃带6的输送速度v设定成形区域a4中的熔融金属2的深度d0(参考图4),将其设定成满足下述式(1)。
58.d0≥1.0
×
v+30
…
(1)
59.在上述式(1)中,d0的单位为mm,v的单位为m/分钟。v根据浮法玻璃的厚度等而设定,例如为3m/分钟~11m/分钟。d0例如为35mm~60mm。优选v为4m/分钟~8m/分钟且d0为35mm~50mm。d0进一步优选为35mm~45mm。
60.在上述式(1)成立时,能够降低在调节玻璃带6的尺寸、形状的成形区域a4中图3中用箭头c表示的熔融金属2的反流流速。其结果,能够抑制由熔融金属2的反流导致的玻璃带6的尺寸、形状的变形(崩
れ
),能够得到大型且板厚偏差小的浮法玻璃。
61.首先,对产生图3中用箭头c表示的熔融金属2的反流的原因进行说明。在缓冷炉70中以输送速度v输送玻璃带6时,在比成形区域a4更靠近下游处,玻璃带6以与输送速度v相同的速度在熔融金属2上向缓冷炉70中流动。此时,玻璃带6的直接下方的熔融金属2被玻璃带6拖曳,以与玻璃带6相同的速度向缓冷炉70中流动。该熔融金属2的流动在浴槽20的下游端被阻挡,逆转方向。其结果,在玻璃带6的宽度方向外侧产生熔融金属2的反流。
62.接着,对熔融金属2的反流的体积流量q进行说明。熔融金属2的反流如上所述通过玻璃带6拖曳熔融金属2而产生。因此,体积流量q与玻璃带6的输送速度v和玻璃带6的宽度方向尺寸成比例。体积流量q几乎不依赖于熔融金属2的深度d。这是因为在熔融金属2中被玻璃带6拖曳的部分为仅玻璃带6附近的部分。
63.接着,对熔融金属2的反流的流速u进行说明。一般而言,流速u与截面积sa的乘积为体积流量q(=u
×
sa)。在此,q的单位为m3/s,u的单位为m/s,sa的单位为m2。熔融金属2的反流的流道的截面积sa由熔融金属2的深度d(参考图2)跟玻璃带6与侧砖22的y方向上的间隔w(参考图2)的乘积的2倍(sa=d
×w×2×
10-3
)表示。需要说明的是,该式中的d的单位为mm,w的单位为m。将d与w的乘积乘以2倍是因为熔融金属2的反流的流道以在宽度方向上夹着玻璃带6的方式设置在两侧。于是,得到体积流量q=u
×d×w×2×
10-3
。另一方面,体积流量q如上所述与玻璃带6的输送速度v成比例。因此可知,在w恒定的情况下,流速u与v/d成比例。
64.本发明人着眼于流速u与v/d成比例这一点,认为能够用线性方程表示用于抑制由熔融金属2的反流导致的玻璃带6的尺寸、形状的变形的v与d的关系,通过实验等得到了上述式(1)的关系式。需要说明的是,在实施例一栏中说明具体的实验。
65.在上述式(1)成立时,如上所述,能够降低在调节玻璃带6的尺寸、形状的成形区域a4中图3中用箭头c表示的熔融金属2的反流的流速u。其结果,能够抑制由熔融金属2的反流导致的玻璃带6的尺寸、形状的变形,能够得到大型且板厚偏差小的浮法玻璃。
66.玻璃带6的宽度方向尺寸越大,越能显著地得到该效果。这是因为熔融金属2的反流的体积流量q与玻璃带6的宽度方向尺寸成比例。根据本实施方式,能够得到纵向尺寸为
2100mm以上、横向尺寸为2200mm以上并且平均板厚为0.75mm以下的俯视下为矩形的浮法玻璃,所述浮法玻璃的整个面内的板厚的最大值与最小值之差为12μm以下。在此,纵向尺寸是俯视下为矩形的浮法玻璃的短边方向尺寸,横向尺寸是俯视下为矩形的浮法玻璃的长边方向尺寸。俯视是指在图3等中从z方向观察。
67.在本实施方式中,hot区域a5(参考图4)中的熔融金属2的深度d1(参考图4)例如为成形区域a4中的熔融金属2的深度d0的1.6倍以上且2.0倍以下。hot区域a5是熔融玻璃4在重力作用下在熔融金属2上扩展的区域。在d1为d0的1.6倍以上时,能够抑制由熔融玻璃4的注入带来的熔融玻璃4与底砖23的接触。另外,在d1为d0的2.0倍以下时,能够抑制浪费的熔融金属2的使用,从而能够降低浮法玻璃的制造成本。
68.在本实施方式中,窄区域a1(参考图4)的上游端处的熔融金属2的深度d2(参考图4)例如为成形区域a4中的熔融金属2的深度d0的2.0倍以上且2.5倍以下。在d2为d0的2.0倍以上时,热导率高的熔融金属2的深度d变深,热导率低的底砖23的厚度变薄,因此利用设置在底砖23的下方的冷却喷嘴25(参考图1和图2)使玻璃带6容易冷却并且容易变硬。另外,在d2为d0的2.5倍以下时,能够抑制浪费的熔融金属2的使用,从而能够降低浮法玻璃的制造成本。
69.图5是表示根据变形例的浴槽、玻璃带、上辊以及障壁的俯视图。图6是图5中所示的障壁的剖视图。与图4中所示的浴槽20相比,图5和图6中所示的浴槽20在可拆卸地安装有障壁27方面不同。以下,主要对区别点进行说明。
70.障壁27在熔融金属2上的玻璃带6的宽度方向外侧阻挡熔融金属2的流动,并且降低成形区域a4中的熔融金属2的反流的流速。其结果,能够进一步抑制由熔融金属2的反流导致的玻璃带6的尺寸、形状的变形,能够得到大型且板厚偏差小的浮法玻璃。障壁27如图5所示可以设置在宽区域a3中的比成形区域a4更靠近下游处。
71.障壁27如图6所示设置在从底砖23的上表面起到熔融金属2的液面为止的熔融金属2的整个z方向上,进一步可以以从熔融金属2的液面向上方突出的形式设置。需要说明的是,障壁27可以仅设置在熔融金属2的z方向的一部分上。在此情况下,障壁27可以以与底砖23的上表面接触的方式设置。这是因为熔融金属2的反流容易在远离拖曳熔融金属2的玻璃带6的区域中产生,并且容易在底砖23的上表面附近处产生。
72.障壁27例如由碳等形成,浸渍在熔融金属2中。在障壁27的密度低于熔融金属2的密度的情况下,可以将按压障壁27以使得障壁27不因密度差而浮起的按压构件28(参考图6)固定在侧砖22上。
73.(加热器)
74.图7是表示根据一个实施方式的加热器控制区段的配置的俯视图。图7中图示宽区域a3中的加热器控制区段的配置,省略中间区域a2、窄区域a1中的加热器控制区段的配置的图示。不仅在宽区域a3,也可以在中间区域a2、窄区域a1设置加热器40。
75.如图7所示,设置多个加热器40的加热器区域在x方向上被分割为多个加热器控制列41。各加热器控制列41在y方向上被分割为多个加热器控制区段42。需要说明的是,加热器控制列41的数量不限于图7中所示的数量。另外,各加热器控制列41中的加热器控制区段42的数量不限于图7中所示的数量。
76.在各加热器控制区段42中各自设置有多个加热器40,利用对应的一个控制器50
(参考图1)统一进行控制。由此,能够减少控制器50的数量。需要说明的是,利用对应的一个控制器50对设置在一个加热器控制区段42中的多个加热器40统一进行控制以使得各自的发热量大致相同。
77.在x方向上相邻的两个加热器控制列41被一根分割线45分割。该分割线45位于x方向上相邻的实际的加热器40之间的大致中央处。另一方面,在y方向上相邻的两个加热器控制区段42被一根划分线46分割。该划分线46位于y方向上相邻的实际的加热器40之间的大致中央处。
78.顺便说一下,对于一个加热器控制列41而言,在y方向上相邻的两个加热器控制区段42中的每单位面积的发热量不同时,在划分线46附近沿着y方向发生急剧的温度变化。
79.因此,在本实施方式中,在至少一条分割线45处,上游侧的加热器控制列41的划分线46与下游侧的加热器控制列41的划分线46被设置成在一处以上不连续而在一处以上错开。例如,在从上游侧(在图7中为左侧)起第m条分割线45-m处,从上游侧起第m个加热器控制列41-m的划分线46与从上游侧起第m+1个加热器控制列41-m+1的划分线46被设置成在一处以上不连续而在一处以上错开。在此,m为1以上的至少一个自然数,例如在图7中为1以上且6以下的任意自然数。
80.在玻璃带6中,从第m个加热器控制列41-m中的温度变化急剧的划分线46的下方通过的部位接着从第m+1个加热器控制列41-m+1中的温度变化缓慢的加热器控制区段42的下方通过。由此,能够抑制玻璃带6的y方向上的温度不均,从而能够减少玻璃带6的y方向上的板厚不均。
81.在本实施方式中,在z方向上,在宽区域a3中的至少一条分割线45处,上游侧的加热器控制列41的划分线46与下游侧的加热器控制列41的划分线46被设置成在一处以上不连续而在一处以上错开。这是因为与中间区域a2、窄区域a1相比,宽区域a3为高温,在宽区域a3中进行玻璃带6的尺寸、形状的调节。在中间区域a2、窄区域a1中,由于玻璃带6的粘度高,因此难以进行玻璃带6的尺寸、形状的调节。
82.在本实施方式中,在z方向上,在成形区域a4中的至少一条分割线45处,上游侧的加热器控制列41的划分线46与下游侧的加热器控制列41的划分线46被设置成在一处以上不连续而在一处以上错开。这是因为在宽区域a3中也在成形区域a4中使用上辊60进行玻璃带6的尺寸、形状的调节。
83.对于各加热器控制列41而言,可以将多个划分线46设置成以浴槽20的y方向中心线20l为中心而线对称。由此,能够使熔融金属2的温度分布以及玻璃带6的温度分布以浴槽20的y方向中心线20l为中心而线对称。其结果,容易进行玻璃带6的板厚分布的控制。
84.(浮法玻璃)
85.浮法玻璃的俯视下的形状为矩形,其纵向尺寸为2100mm以上、横向尺寸为2200mm以上并且平均板厚为0.75mm以下。浮法玻璃的整个面内的板厚的最大值与最小值之差为12μm以下。如果将该浮法玻璃用于fpd用玻璃基板,则能够降低大面积的整个面内的板厚偏差,能够抑制曝光装置的散焦。需要说明的是,俯视下为矩形的浮法玻璃包含利用切角用磨石对角部进行磨削加工后的浮法玻璃。将该研削加工部分称为切角部,切角部的大小例如为几mm。
86.浮法玻璃优选纵向尺寸为2900mm以上且横向尺寸为3000mm以上。
87.浮法玻璃的平均板厚优选为0.45mm以下。
88.浮法玻璃例如由无碱玻璃构成,以氧化物基准的质量%表示,所述无碱玻璃含有:sio2:54%~66%、al2o3:10%~23%、b2o3:0%~12%、mgo:0%~12%、cao:0%~15%、sro:0%~16%、bao:0%~15%、mgo+cao+sro+bao:8%~26%。在此,“mgo+cao+sro+bao”是指mgo、cao、sro以及bao的总含量。另外,“无碱玻璃”是指li2o、na2o以及k2o等碱金属氧化物的总含量小于0.1质量%。以氧化物基准的质量%表示,无碱玻璃优选b2o3的含量为5%以下。
89.实施例
90.以下,使用实施例和比较例进一步说明本发明。需要说明的是,本发明不限于这些记载。在实施例和比较例中,纵向对应于x方向,横向对应于y方向。
91.图8是表示实施例1~5和比较例1~3中的输送速度v与深度d的关系的图。将实施例1~5和比较例1~3的实验条件和实验结果示于表1和图8。另外,将在实施例1~5和比较例1~3中使用的玻璃材料1~3的化学组成示于表2。
92.表1
[0093][0094]
表2
[0095]
成分玻璃材料1玻璃材料2玻璃材料3sio2(质量%)61.060.064.4al2o3(质量%)20.017.08.0b2o3(质量%)1.58.00.0mgo(质量%)5.53.010.5cao(质量%)4.54.00.05sro(质量%)7.08.00.0bao(质量%)0.00.00.0k2o(质量%)0.00.04.0zro2(质量%)0.00.00.5na2o(质量%)0.00.012.5mgo+cao+sro+bao(质量%)17.023.010.55
[0096]
[实施例1~5]
[0097]
在实施例1中,使用具有图3和图4中所示的浴槽20的浮法玻璃制造装置10制造了宽度方向尺寸为4000mm以上的玻璃带6。作为玻璃带的原料的玻璃材料使用了表2中所示的玻璃材料1。将作为熔融金属2的熔融锡的成形区域a4中的深度d0设定为38mm。另外,将缓冷炉70中的玻璃带6的输送速度v设定为4.2m/分钟。
[0098]
从制造出的玻璃带6中切出了横向尺寸为2500mm的浮法玻璃和横向尺寸为3500mm的浮法玻璃。以玻璃带的宽度方向中心线为中心左右对称地切出了各浮法玻璃。各浮法玻璃的平均板厚为0.50mm。
[0099]
在实施例2~4中,分别增加或减少熔融锡的使用量而将熔融锡的成形区域a4中的深度d0改设为37mm、39mm、40mm,并且增大缓冷炉70中的玻璃带6的输送速度v而将其改设为4.9m/分钟、5.3m/分钟、6.7m/分钟,除此以外,在与实施例1相同的条件下得到了浮法玻璃。
[0100]
在实施例5中,使用表2中所示的玻璃材料3作为玻璃材料,增加熔融锡的使用量而将熔融锡的成形区域a4中的深度d0改设为45mm,并且增大缓冷炉70中的玻璃带6的输送速度v而将其改设为10m/分钟,除此以外,在与实施例1相同的条件下得到了浮法玻璃。
[0101]
[比较例1~3]
[0102]
在比较例1中,减少熔融锡的使用量而将熔融锡的成形区域a4中的深度d0改设为33mm,并且增大缓冷炉70中的玻璃带6的输送速度v而将其改设为4.9m/分钟,除此以外,在与实施例1相同的条件下得到了浮法玻璃。
[0103]
在比较例2中,使用表2中所示的玻璃材料2作为玻璃材料,减少熔融锡的使用量而将熔融锡的成形区域a4中的深度d0改设为35.5mm,并且增大缓冷炉70中的玻璃带6的输送速度v而将其改设为7.6m/分钟,除此以外,在与实施例1相同的条件下得到了浮法玻璃。
[0104]
在比较例3中,使用表2中所示的玻璃材料3作为玻璃材料,增大缓冷炉70中的玻璃带6的输送速度v而将其改设为10.3m/分钟,除此以外,在与实施例1相同的条件下得到了浮法玻璃。
[0105]
[总结]
[0106]
由表1和图8可知,与比较例1~3不同,在实施例1~5中,由于进行了满足上述式(1)的条件实验,因此能够得到大型且板厚偏差小的浮法玻璃。具体而言,在横向尺寸为2500mm的浮法玻璃和横向尺寸为3500mm的浮法玻璃中,板厚偏差为12μm以下。
[0107]
以上,对浮法玻璃制造方法和浮法玻璃等的实施方式进行了说明,但本发明不限于上述实施方式等,可以在权利要求书中记载的本发明的主旨的范围内进行各种变形、改良。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种高开口气孔率的石墨焙烧品...
- 使用包含离液离子的性能添加剂...
- 具有基于金属的功能层的装配玻...
- 高透气性抹灰砂浆及其制备方法...
- 天然气转化炉烧嘴的制作方法
- 一种用于光谱调控的耐磨增透涂...
- 罗非鱼骨源双相磷酸钙生物活性...
- 隐足建盏的制备工艺及其制备的...
- 一种高透型低辐射镀膜玻璃的制...
- 熔融金属加工设备的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1