一种高导热耐磨聚醚醚酮复合材料及其制备方法与流程
1.本发明属于材料改性技术领域,具体涉及一种高导热耐磨聚醚醚酮复合材料及其制备方法。
背景技术:
2.聚醚醚酮(peek)是新型超高耐温高性能工程塑料,具有刚性大、耐热性高、强度高、电性能优良、阻燃性良好等优点。在许多特殊领域如航空航天、汽车工业、电子电气和医疗器械等领域可以替代金属、陶瓷等传统材料,用于各种高精度、高要求的零部件。
3.但是聚醚醚酮的冲击强度较差,且具有高耐温、流动性较差,且加工温度高(300-400℃)等特点,导致其在生产过程中,必须使用特殊的工艺参数,对机械设备性能要求非常高,导致其制备工艺难度大且生产成本高。
技术实现要素:
4.针对聚醚醚酮的现有性能导致的生产局限性,并进一步扩大聚醚醚酮的应用范围,本发明的目的是提供一种高导热耐磨聚醚醚酮复合材料,旨在满足现有材料在高性能方面的要求,同时改善成型工艺,降低生产成本。
5.本发明的目的是通过以下技术方案来实现的:
6.一种高导热耐磨聚醚醚酮复合材料,其特征在于:由以下组分按质量百分比制备而成:聚醚醚酮54%-84%、六方氮化硼2%-4%、超高分子量聚硅氧烷1%-3%、增强剂10%-30%、相容剂2-8%和抗氧剂0.1%-0.3%
7.进一步方案,所述聚醚醚酮是挤出级聚醚醚酮或注塑级聚醚醚酮。
8.进一步方案,所述六方氮化硼是平均粒径为20nm-100nm的纳米级粉料。
9.进一步方案,所述超高分子量聚硅氧烷的分子量介于100万到200万之间。
10.进一步方案,所述增强剂为硼酸铝晶须、碱式硫酸镁晶须、短切聚酰亚胺纤维中的至少一种。
11.进一步方案,所述相容剂为硅氧烷类相容剂。
12.进一步方案,所述抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂168中的至少一种。
13.本发明还提供了上述所述的高导热耐磨聚醚醚酮复合材料的制备方法,包括以下步骤:
14.(1)将54%-84%的聚醚醚酮、六方氮化硼2%-4%、超高分子量聚硅氧烷1%-3%、2%-8%的相容剂和0.1%-0.3%的抗氧剂混合均匀,得到混合物;
15.(2)将步骤(1)得到的混合物从主喂料口加入双螺杆挤出机中,同时将10-30%的增强剂由侧喂料加入双螺杆挤出机中,经熔融、共混、挤出、牵引、造粒,得最终产物。进一步优选的,所述双螺杆挤出机为同向双螺杆挤出机,其长径比为32-44,挤出机的转速为180-400转/分,挤出温度为320-380℃。
16.与现有技术相比,本发明的有益效果为:
17.(1)复合材料组分中的六方氮化硼是由氮和硼元素呈六角网状,互相重叠而构成的晶体结构,具有良好的电绝缘性、导热性、抗腐蚀性和良好的润滑性,利于改善复合材料的润滑剂及导热性;超高分子量聚硅氧烷可以提高材料表面耐磨抗刮擦性,降低材料表面摩擦,提高滑动性能。本发明通过选用六方氮化硼复配超高分子量聚硅氧烷,使材料具有较高的导热性,高耐磨性,无油润滑效果好,改善加工性能,使其工艺成型性好,无油润滑、耐高温,低摩擦系数,对机器磨损小。在保证材料机械性能的情况下,可有效改善聚合物体系的加工性,延长机器使用寿命。
18.(2)本发明加入增强剂赋予了聚醚醚酮复合材料优异的综合性能,使其适用于航空航天、汽车等行业。
具体实施方式
19.下面结合实施例对本发明作更进一步的说明。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.下列实施例中所用的原材料型号及其生产厂家信息如下:
21.其中所用聚醚醚酮为美国rtp的2200lf,印度gharda的1200p;
22.所用六方氮化硼纳米级粉料为dk-bn-0019(北京德科岛金科技有限公司);
23.所用超高分子量聚硅氧烷为bzsp001(重庆宝篆新材料科技有限公司);
24.所用增强剂为峰竺的硼酸铝np-bw2,硫酸镁-ws-1s2;
25.所用相容剂为道康宁rm4-7081;
26.上述试剂只是为了说明本发明实验时所采用的试剂来源和成分,以便充分公开,并不表示采用其他同类试剂或其他供应商提供的试剂就不能实现本发明。
27.实施例1
28.将540g聚醚醚酮2200lf、40g六方氮化硼粉、30g超高分子量聚硅氧烷、80g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将300g硼酸铝晶须由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
29.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
30.实施例2
31.将840g聚醚醚酮2200lf、20g六方氮化硼粉、10g超高分子量聚硅氧烷、20g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将100g硫酸镁-ws-1s2由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
32.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
33.实施例3
34.将690g聚醚醚酮2200lf、30g六方氮化硼粉、20g超高分子量聚硅氧烷、50g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将200g硫酸镁-ws-1s2由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
35.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
36.实施例4
37.将690g聚醚醚酮1200p、30g六方氮化硼粉、20g超高分子量聚硅氧烷、50g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟后,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将200g聚酰亚胺纤维由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
38.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
39.对比例1
40.将710g聚醚醚酮1200p、30g六方氮化硼粉、50g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟后,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将200g聚酰亚胺纤维由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
41.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
42.对比例2
43.将720g聚醚醚酮1200p、20g超高分子量聚硅氧烷、50g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟后,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将200g聚酰亚胺纤维由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
44.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
45.对比例3
46.将740g聚醚醚酮1200p、50g相容剂rm4-7081、1g抗氧剂1010以及2g抗氧剂1076放入高速混合机中混合5分钟后,得到混合物;将混合物从主喂料口加入双螺杆挤出机中,同时将200g聚酰亚胺纤维由侧喂料加入双螺杆挤出机中,经熔融共混挤出、牵引、造粒得复合材料。其中挤出机的长径比为32,挤出机料筒温度330℃,转速180转/分。
47.使用注塑成型机将得到的复合材料进行注塑成型,注塑温度360℃,得到标准力学测试样条,进行产品性能测试。测试数据见表1。
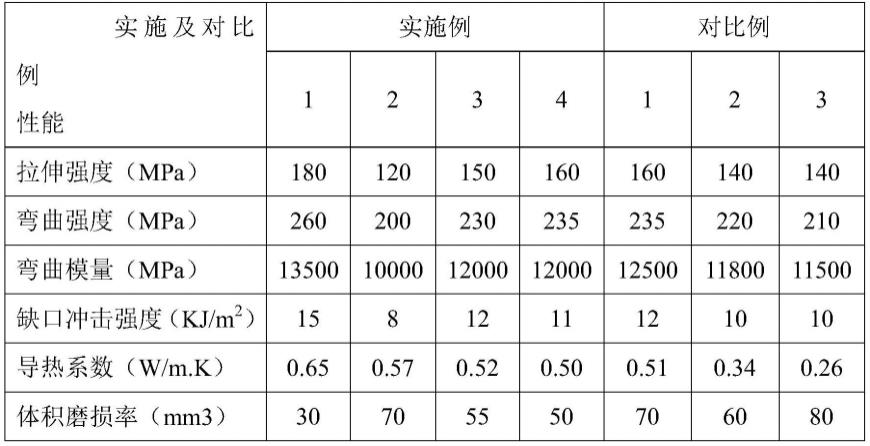
48.表1各实施例和对比例制得的产品性能检测结果
[0049][0050]
备注:力学性能按照gb标准拉伸弯曲缺口冲击样条,其中拉伸强度测试按gb1040测试,拉伸样条是国标1040.2中规定的1a型哑铃样条,拉伸测试速度为50mm/min;弯曲模量测试按gb9341测试,弯曲样条尺寸80*10*4mm,测试速度为2mm/min;izod缺口冲击强度按gb1843测试,izod缺口冲击样条80*10*4mm,其中缺口深度2mm,冲击摆锤能量2.75j,阻燃性能依据ul94,阻燃样条尺寸12.87*1.6*3.2mm;导热系数依据gb/t 22588-2008测试导热系数,导热系数样品尺寸10*10*1mm,测试温度150℃。耐磨性依据标准iso 48中b方法测试体积磨损率,体积磨损率样品尺寸16*16*6mm。
[0051]
本发明通过选用六方氮化硼和超高分子量聚硅氧烷来改善聚醚醚酮的加工,在保证材料机械性能的情况下,可有效改善聚合物体系的加工性,延长机器使用寿命。
[0052]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和应用本发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于这里的实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种合成On-DNA芳并三氮...
- 用于诊断急性心肌梗死的产品及...
- 一种天然辣椒素糖苷的制备方法...
- 一种间充质细胞亚群标记系统及...
- 一种新型低温共固化高阻尼复合...
- 一种乙烯基有机硅增韧改性环氧...
- KASP分子标记组合在大麦品...
- 针对CD19和CD22的双靶...
- 一种N-甲基高哌嗪的制备方法...
- 一种采用双水相萃取黄精多糖中...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1